
Hi, so I have a double station vise and want to run two parts using G54 and G55. So, I do a Work offset rotation pattern, but the y doesn’t end up positive in G55. should it not become a positive number?
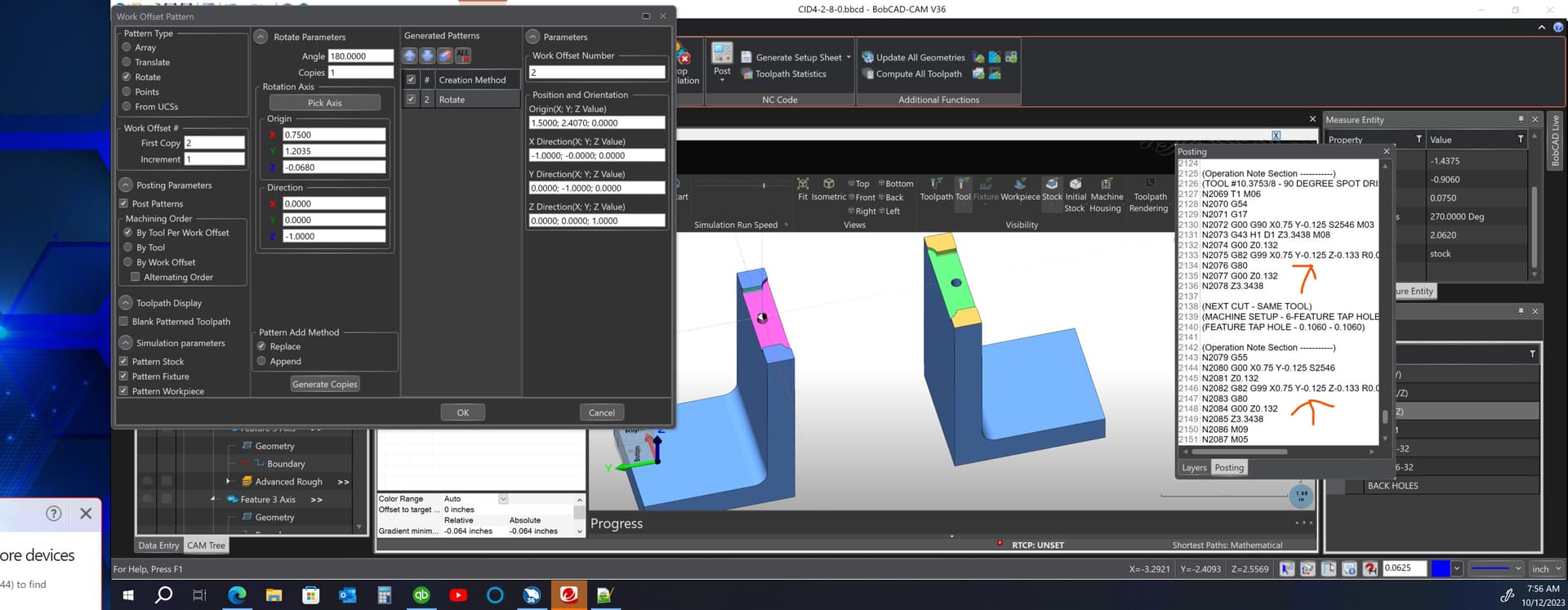
I believe the work offset pattern doesnt actually rotate the code. It is more of just a representation of how you have it in the machine for simulation. It just outputs the same code with G54,G55 etc. I could be wrong, but when I have used it I would need to have to rotate the C axis on our mill.
I never thought about that application, rotating a C axis. but I still think it would be nice to rotate the code for a solid jaw like on a double station vise.
Would you need to though? The only other way would be to really accurately draw the model and stock and do a toolpath pattern, then go and change the work offset in the gcode after. not a super quick solution, but may be better then having two models and copy/paste features
To me, it all comes back to this…