I wanted to chime in on this one as well. I have been thinking about the real cause of this issue.
If I am correct, the issue is: Because you have multiple pockets, and the depths of those pockets are all different, in some pockets you do not seem to get a pass that is as deep as it could/should be.
This happens for the following reasons:
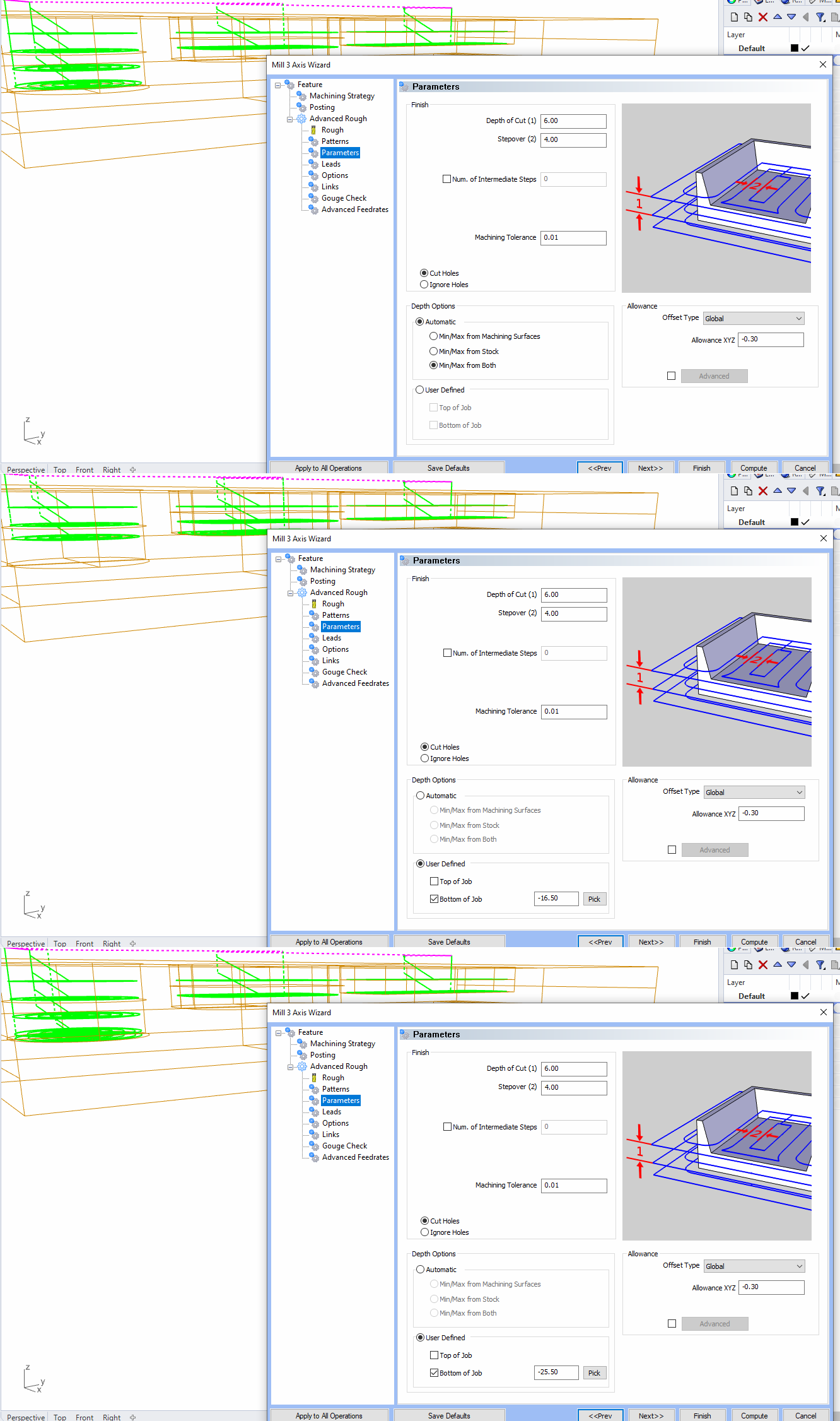
1 - The toolpaths are calculated from TOP down. What I mean by this is, the toolpath starts at the top of feature/stock and the depth cut value is applied in reference to this position.
2 - Your depth cut amount is not a division of the depth of your pocket. I will expand what I mean.
When the toolpath is calculated (top down) each depth cut is applied until another depth cut cannot be made because the bottom of the pocket/part surface (Plus any stock to leave) has been reached and another full step down cannot be completed.
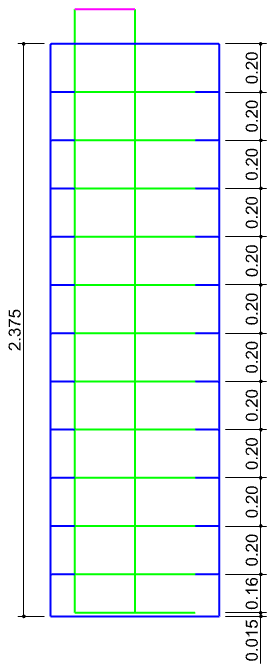
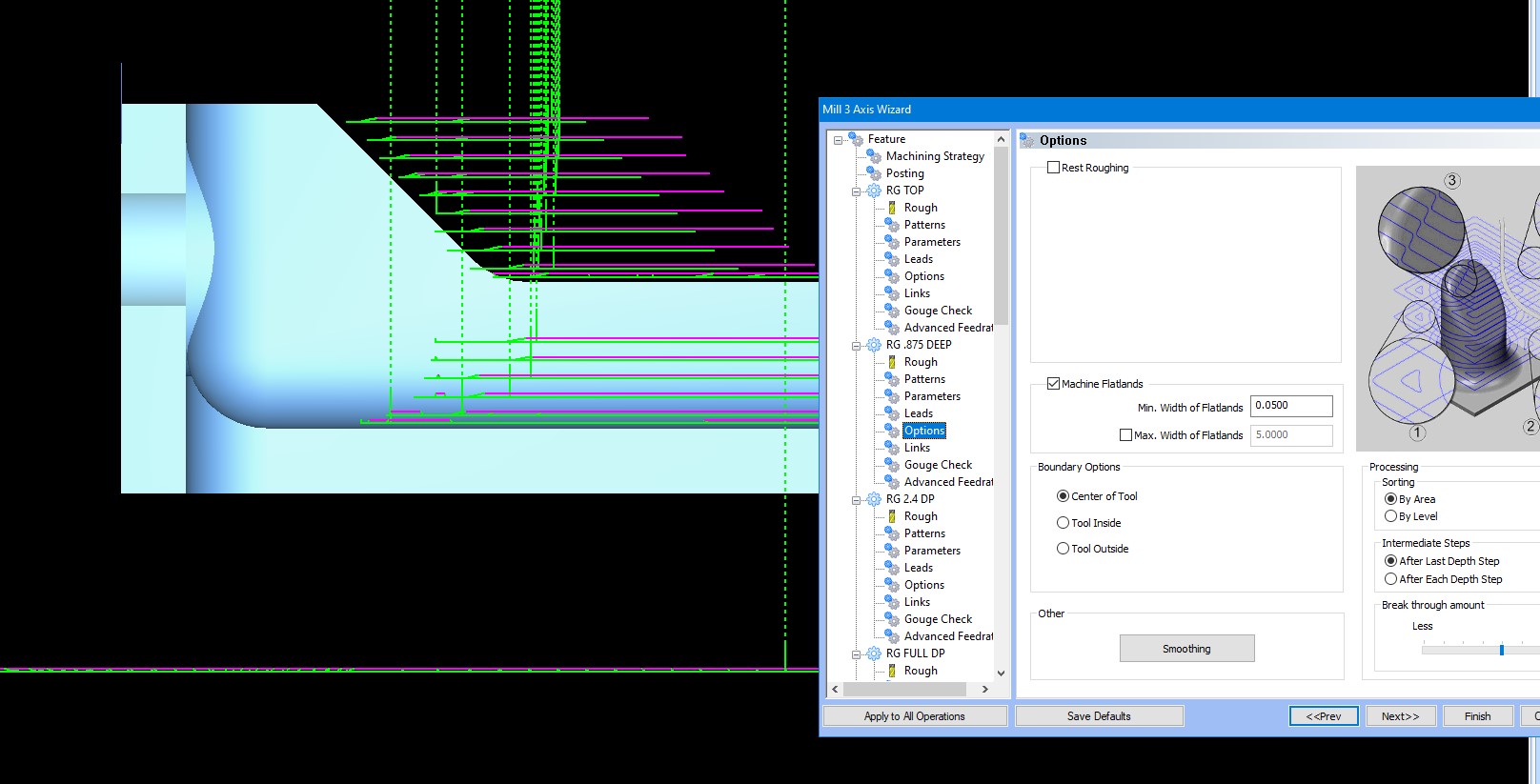
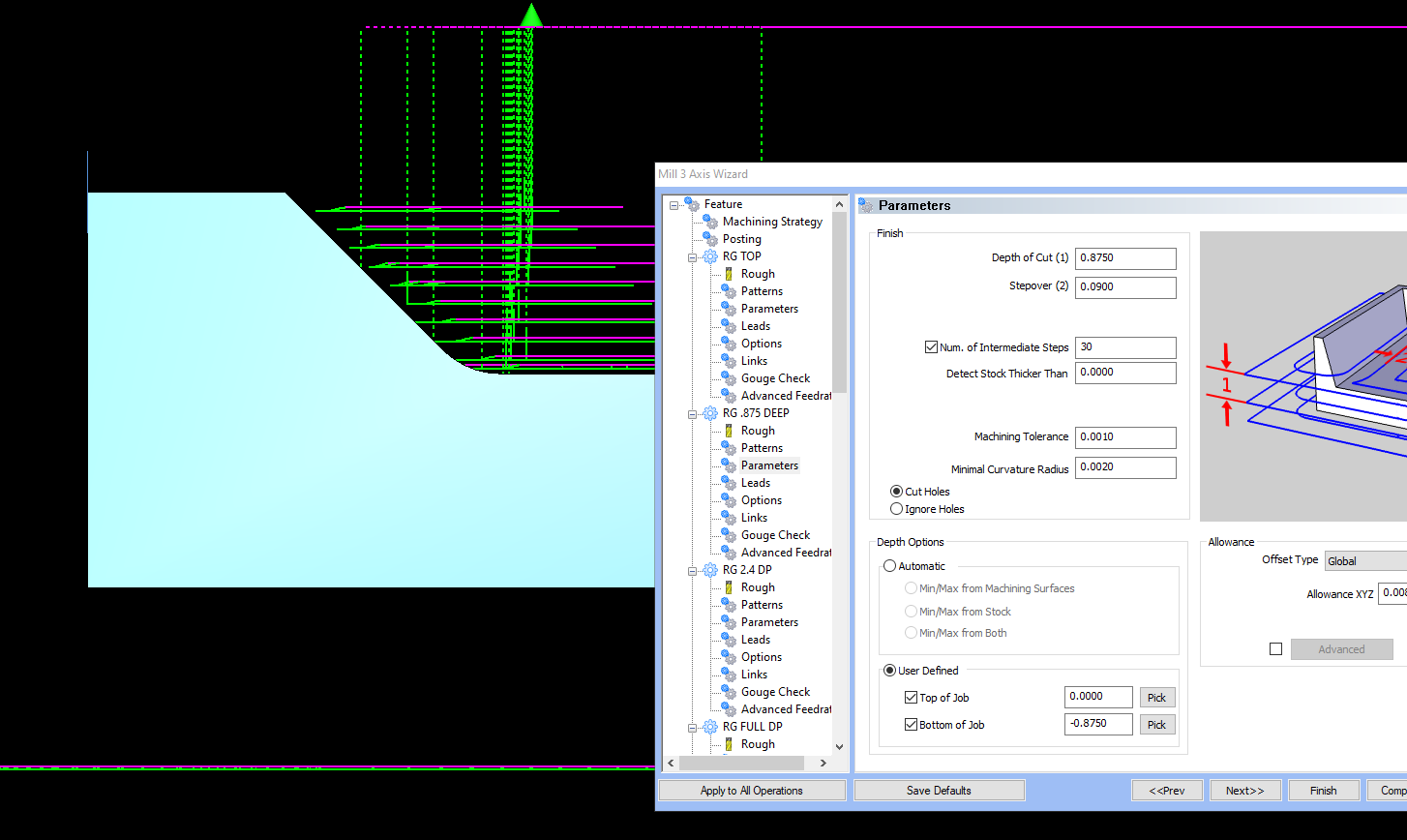
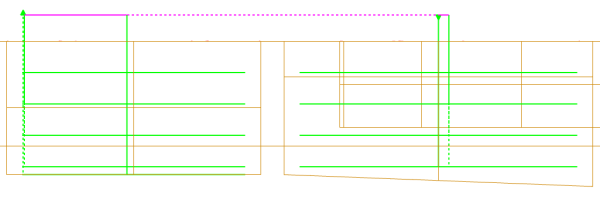
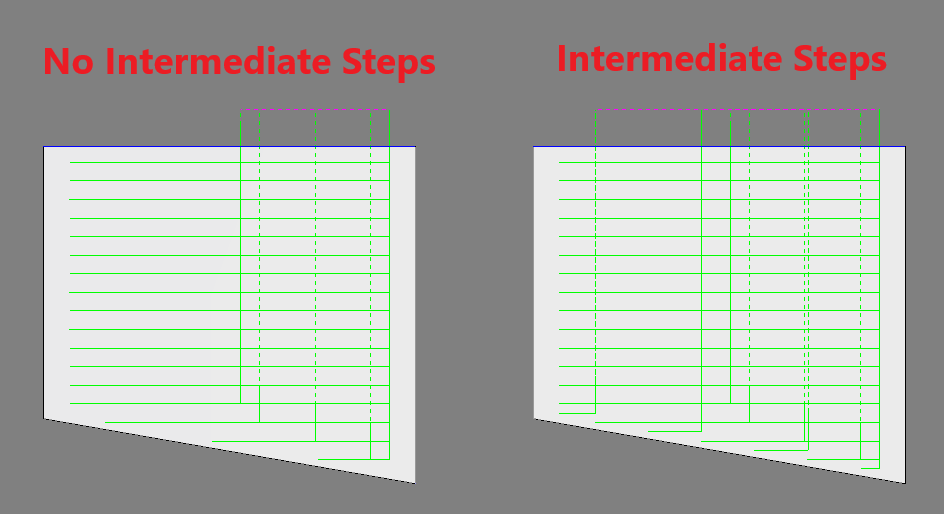
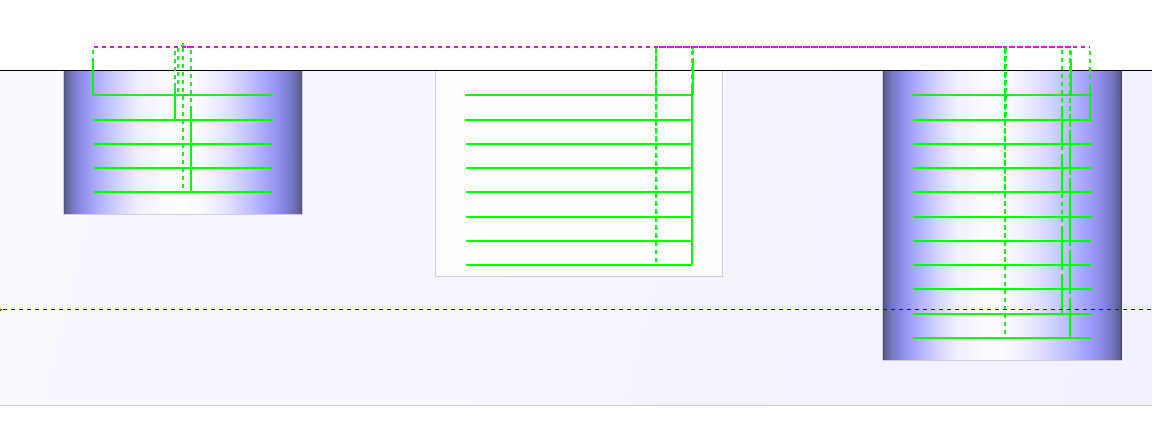
This applies to both flat bottom and tapered bottom pockets. As @TheWeave shows above you can use Intermediate cuts to add cuts in between depth cuts…but this does not help for the last cut that was not created. We can see in this image here that the depth cuts are not all the way to the floor but the distance to the floor is also less than a full depth step.
So how can we get around this?
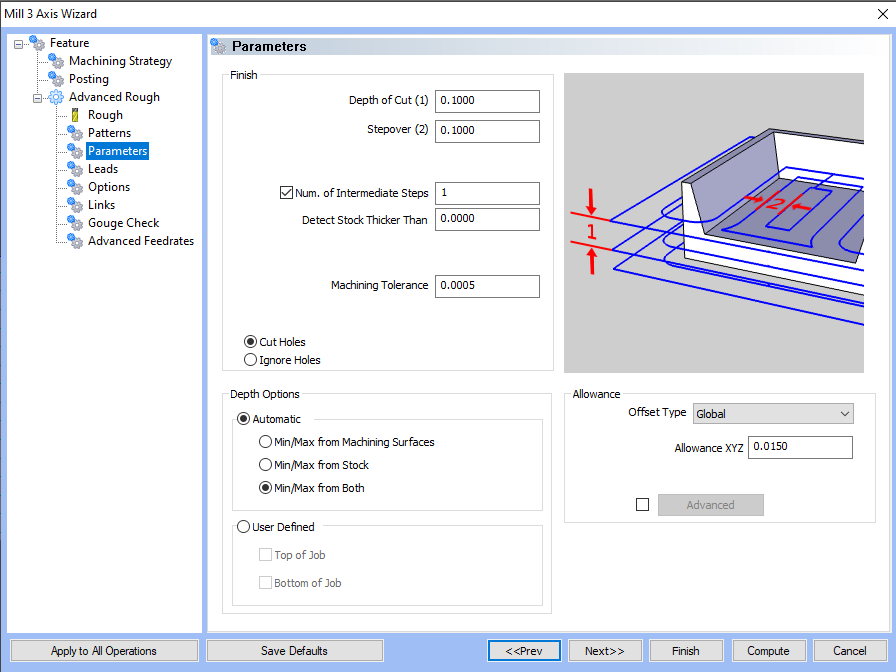
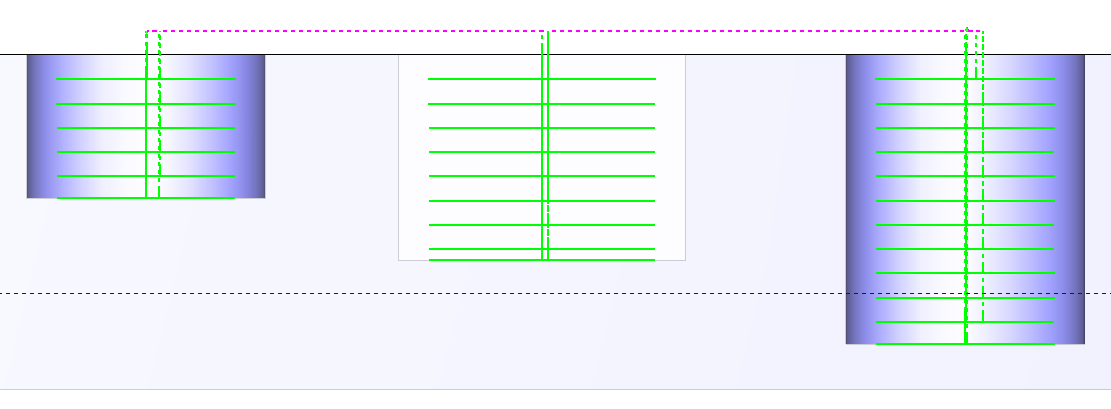
For pockets with flat bottoms and using the Advanced Rough toolpath, we can simply turn on the Flatlands option found on the Options page. This will then add a pass at the bottom and solve the issue.
Using Intermediate Steps as suggested may work, but will add the extra cuts in between all depth cuts on the way up and you may not want to spend that machining time.
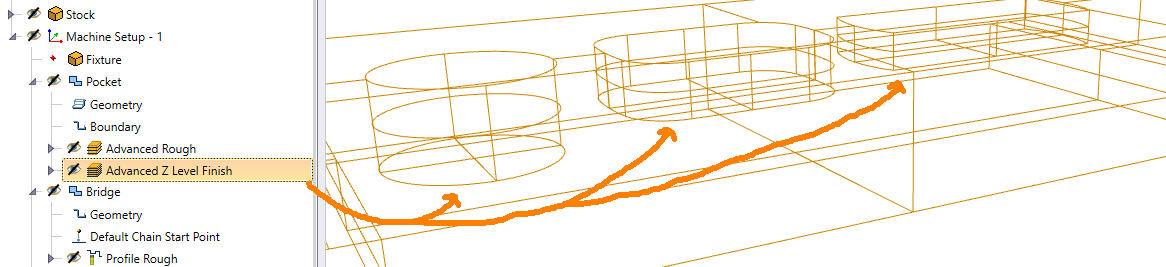
Another option is making 3 separate features where you can make the depth cut an even division of the depth(plus stock to leave) thus allowing the tool to get as low as possible for each pocket.
So why do we use this method:
One reason I can think of: If we were to calculate going from the bottom up, what we will end up getting is a 1st cut that varies in depth. With lots of material(metals) and tooling it is not good to have an initial light cut…especially when breaking through the “Crust” of mill stock. When cutting mill stock you must make sure you are breaking through the crust layer and getting the tool underneath or you will kill tooling. But this is only one example. Because of the nature of creating software to support such a wide variety of applications such as CAM it really is impossible to create the perfect solution that will satisfy everyone in every situation. From my experience having the depth calculated from the top down is common in CAM systems.
HTH: I hope this helps. 
Alex



 )
)
 But we do always try to improve which is why I wanted to dig into it. Alas, this one is currently best solved as covered above. But we will always keep looking for better solutions for you.
But we do always try to improve which is why I wanted to dig into it. Alas, this one is currently best solved as covered above. But we will always keep looking for better solutions for you.