
Hi,
Un urgent improvement (because current behavior is such annoying) is to change all stepover fields to input in % of cutter instead of absolute dimension! As default 40% should be set here.
If the cutter dimension is changed for an operation, the value for Stepover remains unchanged, leading to problems especial the toodiameter gets narrowed. It would get no further attention and no problem, if the Stepover value is a percentage value of the tooldiameter.
Regards, Harald
2 Likes
I like it the way it is.
1 Like
Hi Eric,
good for you.
But the current realization makes problems and increased effort in handling: already tried once to have created an operation with d=4mm and stepover to 2mm cutter. Later then change to d=2mm cutter made. And already you mill into the full, because the Stepover remains on 2mm. This cannot happen if you specify with %.
Bye, Harald
if you are changing cutters tho…it would seem that you should always at the very least look at your cutting parameters to make sure everything is still correct…i’ve been in the biz a long time and that was always a rule i lived by and still do to this day…only takes a minute…
1 Like
the sum of all one-minute parts quickly ends up in a full of one hour…
two arguments for percentage:
- you don’t even have to think about stepover during a initial setting. with a default of 40% of the cutter diameter, you are basically well on your way. If the diameter changes later, there is no need to think about adjusting the offset.
- having more than one operation where you must change the cutter diameter, you always have to think about and change the stepover as well.
Klar können wir die dinge belassen wie sie sind. Nur so kommen wir eben zu keiner Verbesserung/Erleichterung.
Bye, Harald
1 Like
Hi,
it’s been a while. I would still be interested in what BC people think about this.
Maybe I’m missing something, but this can only make things better, safer and easier.
In the case of an implementation, both the input of a concrete value or a percentage value can be made possible. So value tippers keep their feeling as usual. Below is an example for better understanding:
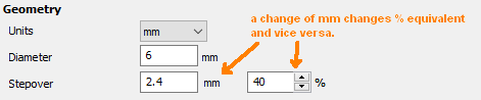
The system itself should then always store/use the percentage value and nobody has to reflect on the Stepover when changing the cutter diameter.
Bye, Harald
3 Likes
Hello Herald,
I definitely agree with having the percentage stepover and would like to see its implementation . It simply helps with the work flow, more practical and save you some words when you are doing things in a rush and over look that step over, especially when you may have to go thru many operations for the cutter you change. With the percentage step over, at least the software has got your back to a certain extent.
David.
1 Like
Hello All,
I would like to add another idea for solving this issue with definition of stepover.
I agree, that it is very important to improve this part and make here possibility for definition, which is depending on the tool diameter.
I have good experience with solution, where is possible to use (except using directly value for stepover) the expression with variable – e.g. in this case variable for used tool – e.g. tdia multiple with parameter e.g it mean =tdia*0.4
Advantages of this solution – I have here only one input field – for beginners it looks easy, for experts it is no problem to work with variables
Next benefit – it is possible to extend this functionality for another fields, where it has has sense – e.g. for Z step – e.g. for Z-level finishing – the Z-step / step down is possible to calculate from tool diameter of ball mill or from radius of tool or e.g. for 2axis milling I can calculate stepdown from flute length for step down and next. User has available some variable and he is able to create the functionality, what he wants.
Advantage of this solution is, that I can build it step by step. I can start with it for stepover, next step is extend functionality for step down. This functionality is very useful, when I prepare the templates and reduced the time of programming. I am able to prepare the template for typical parts and the next programming is very quick – I have to only select the right 2D geometry or solid, select the suitable tool and run calculation.
It is an idea, if you want, we can continue in discussion, how could be possible to improve functionality of BobCAD-CAM in definition of parameters.
4 Likes
Hi,
= 40% 
I prefer a %-value as it is more clear to users. Especially in the school area, the students find it easier as I know from personal expericence.
Having the opportunity to enter a real stepover value that simultaneous calculates the %-value is just for the simplicity of not having to calculate 
Yes: totally agree, that such an mode should be extended to all areas where dependencies can also be an issue. In general, I would solve this using options, where either relative or absolute values can be used. For the stepover itself, imho a absolute value is not useful.
Bye, Harald
Hi,
it’s already some days over without info from BC-Team. So just a small reminder…
Bye, Harald
Hi,
still no change in V35/BC4RH_V3 to this topic.
Any hint from BC-Team about this?
Bye, Harald
2 Likes