Hello,
Sorry for any delay in response!
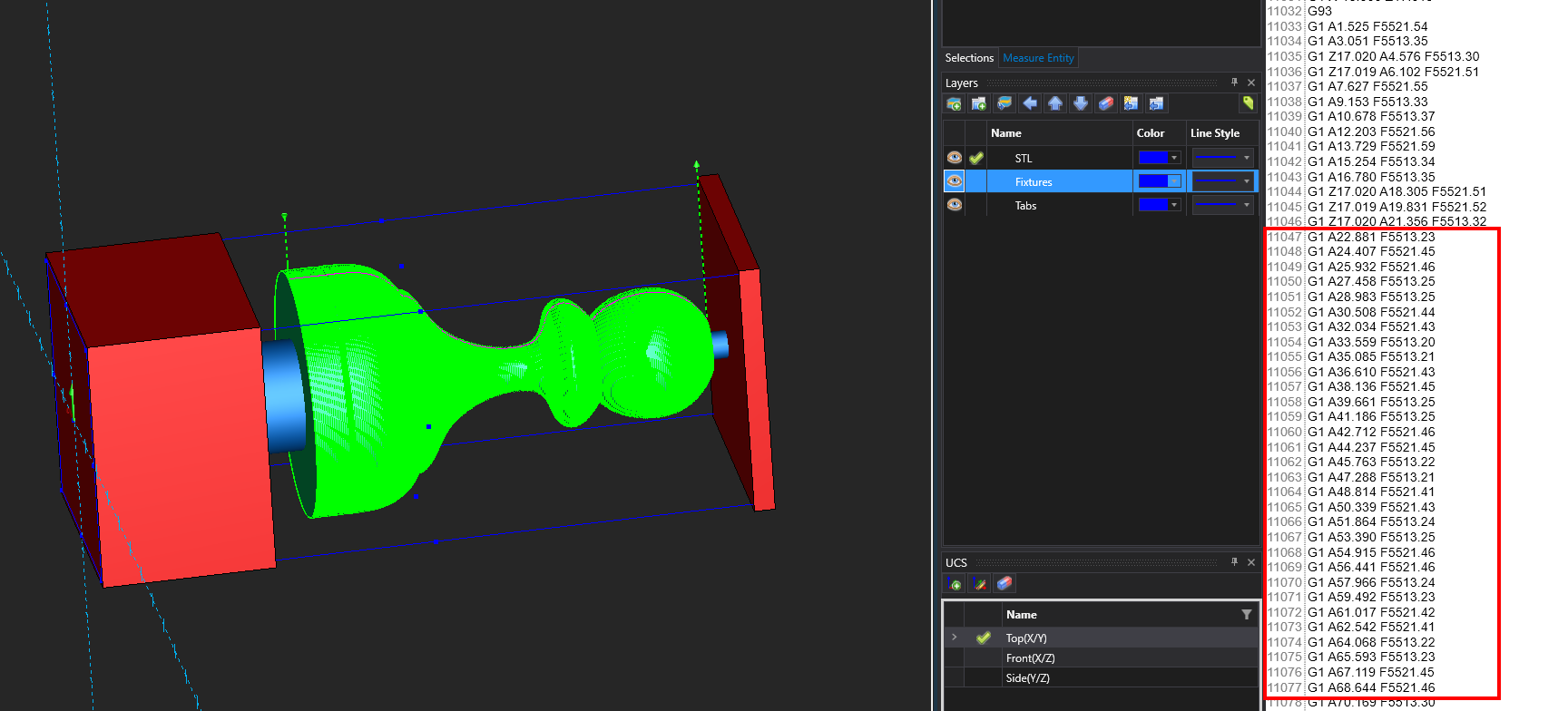
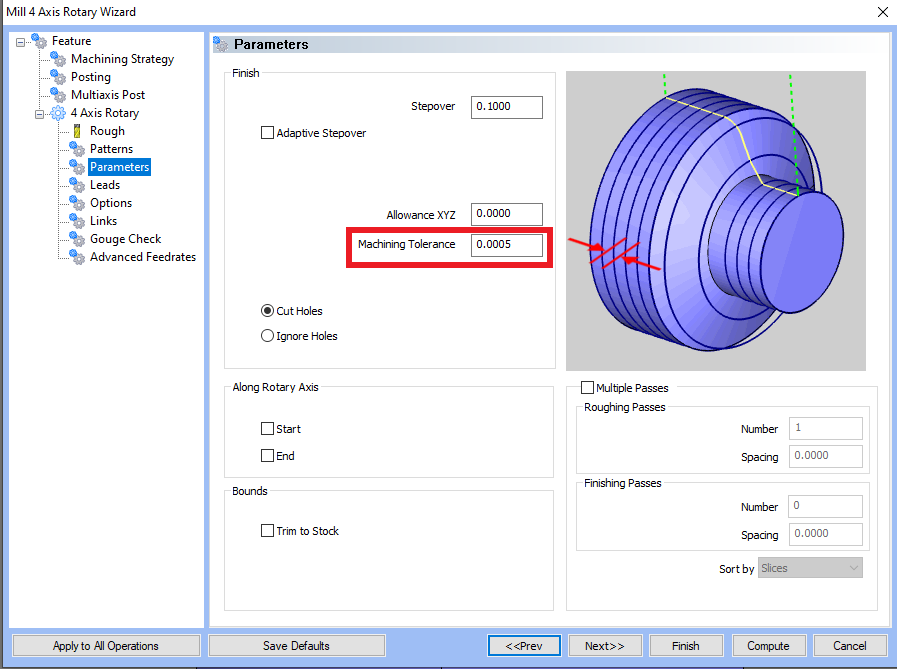
The toolpath gets computed with small moves for several reasons. The main reason for this is that the system is calculating on the surface of the model and has to stay within the machining tolerance that it is set it to. The default is usually 0.0005. This results in many small moves to keep the toolpath within the tolerance given.
Another reason has to do with the feedrate type you select. When using inverse time feeds, the feeds have to be recalculated for most of those segments as well to stay consistent. This also increases to size of the output g-code.
Most machines nowadays utilize these inverse time feeds to get better more consistent feedrate speeds for Rotary moves. Many machines also have a Look-ahead mode that allows the machine to look ahead of the data in the g-code to verify that the machine will be able to handle the toolpath ahead. This will eliminate these types of issues when it comes to jerky movements.
So, the two things I recommend in this case is to 1. See if your machine has a similar type of “Look-ahead” to be able to better process the g-code and movements. 2. If it is an older machine and can not handle the code, you can always adjust this machine tolerance and greatly reduce the amount of code being posted out. Also, changing the Rotary feed type inside the post processor if your machine is capable of using a different feed type that works well for the machine can also help.
Anyways, I hope this information can be of help to you in the future if you ever run into a situation like this again.
As always, if anyone needs further assistance, please do not hesitate to contact us directly at (727) 489 - 0003 or email support@bobcad.com.