Post Processor for Fanuc OM mill, needs a small edit, so program is complete and ready to run parts.
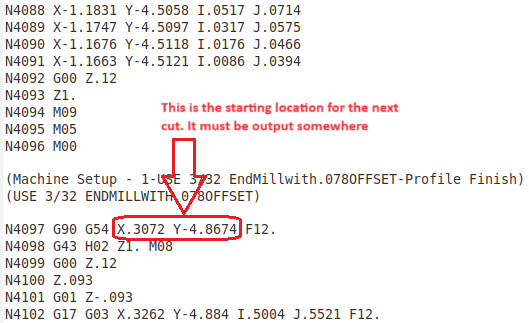
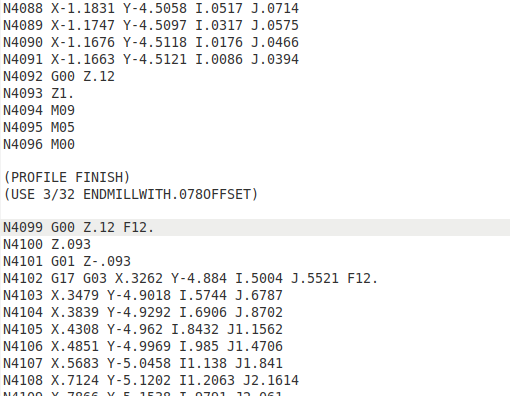
This pic shows what a similar program looks like. Need line 4097 & 4098 edited out and add “F12.” at end of line 4099 when finished. 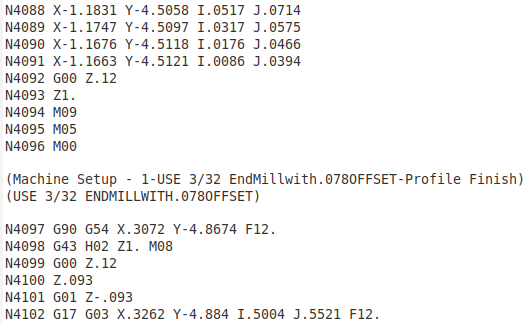
Like this:
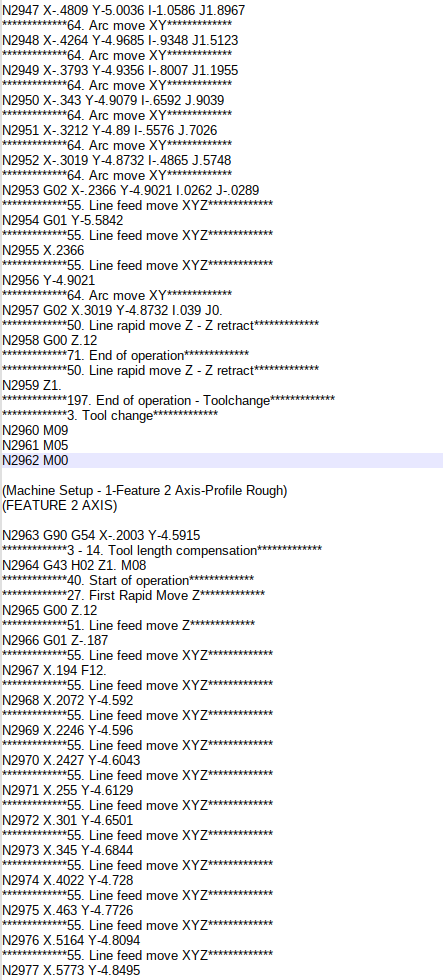
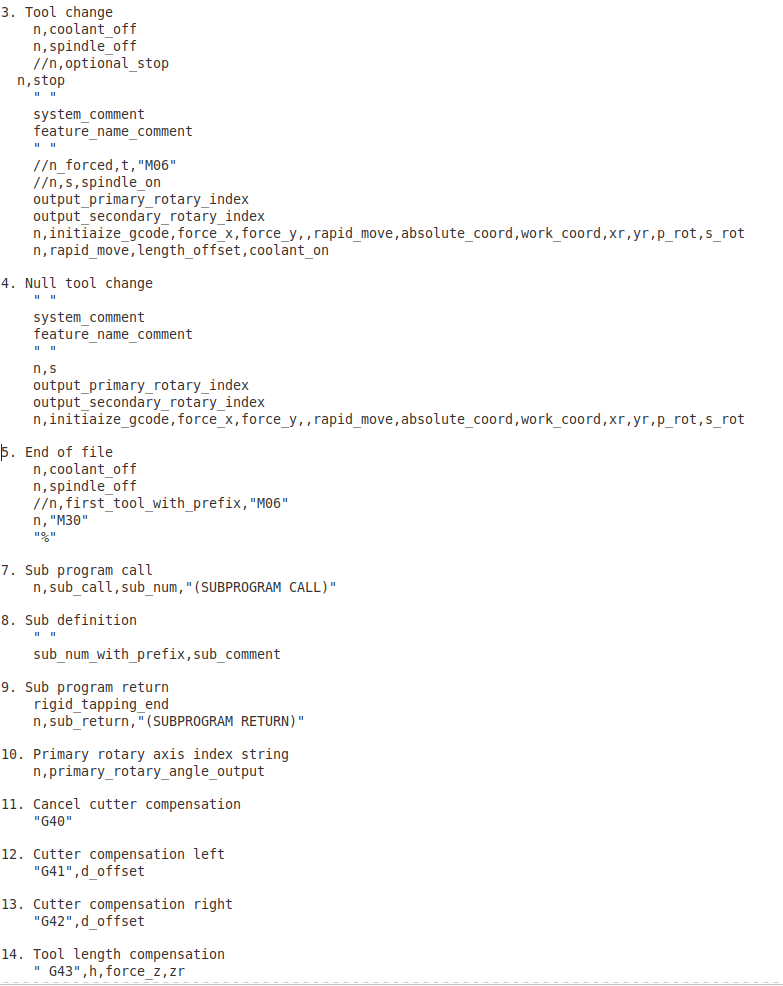
The area of the program is at tool change, the attached pic is the area in question. I have in “debug” mode.
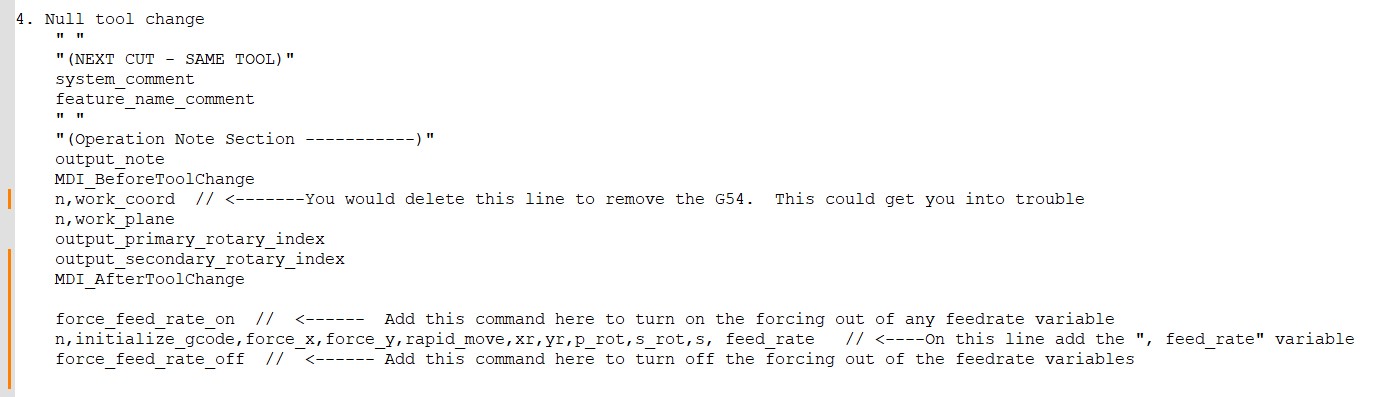
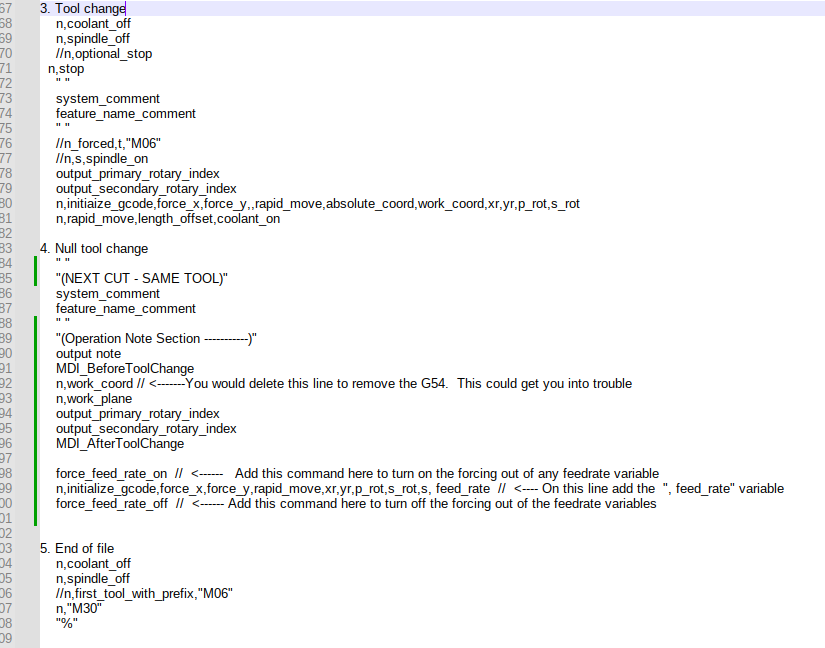
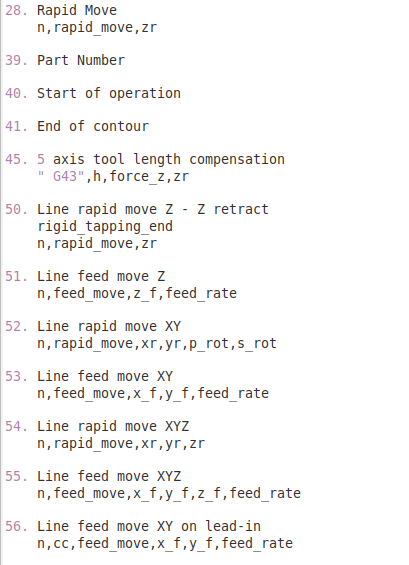
Also attached is the area of the Post Processor (PP from now on) that references lines 3 and 14.
I have found some information that shows my early post needs more information to understand what is occurring in the background, and that is to set line 26 to yes in the Post Processor “debug” so additional data is displayed.
There are nested areas that have more than 1 number that hint at what is controlling that line of code. Like in the following:
"
N2963 G90 G54 X-.2003 Y-4.5915
3 - 14. Tool length compensation
N2964 G43 H02 Z1. M08
40. Start of operation
"
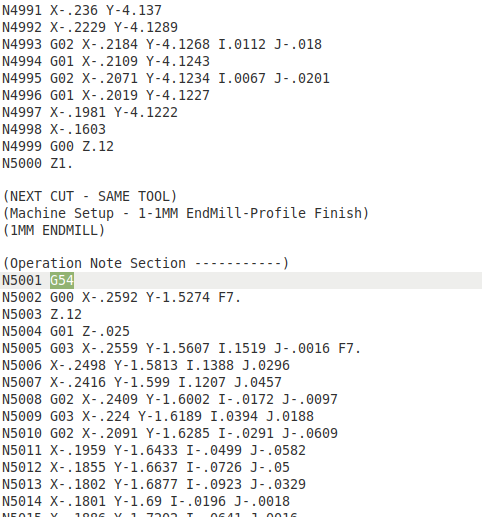
The line with the *********s show what is going on in the background for line N2964 the (3 - 14. Tool length compensation) is being referenced. The attached pic (PostP_D Bug line 2963) shows the code in the rest of the program. The other pic (PostP line 3 to 14) is line 3 to 14 of the Post Processor, with the description of what line 3 does and what line 14 does.
The application has a hi-speed 220v (spindle with collets) bolted to the Bt-40 spindle, no ATC will be used, I plan to “touch off” and set the “tool offset” each time there is a tool change. I have asked the machine builder about this application, his response was that it was like a broaching application, don’t want the BT-40 spindle to move, but need all the other feathers to work. Parameter 024.2 = 0, (this does not check the RPM of BT-40 spindle to see if up to speed before feed will start) is the only parameter that required a change.
If the complete PP needs to be attached, say so. I pray that this is written well enough to understand what edit to PP is required.
Many thanks in advance, all suggestions warmly welcomed!
Edit: What about a “Null tool change” (change from 3 to 4 in PP)?