
V 29 - pp that works with Vectric desktop pro v 10.5
Hello @edcross
Please note that V29 is an unsupported version. However, we might be able to develop a post-processor for you. First, tell us if this is for a milling machine. If so, does the machine have a automatic tool changer?
It is a router with a spindle 3 hp , does not have a atc . Mach4 v 4300 .
I’ll send you a sample program on Monday, look at the code and if it looks correct, submit a post request (https://bobcad.com/support/post-request/) and we go from there.
Here is the program generated for the toolpath shown in the image below.
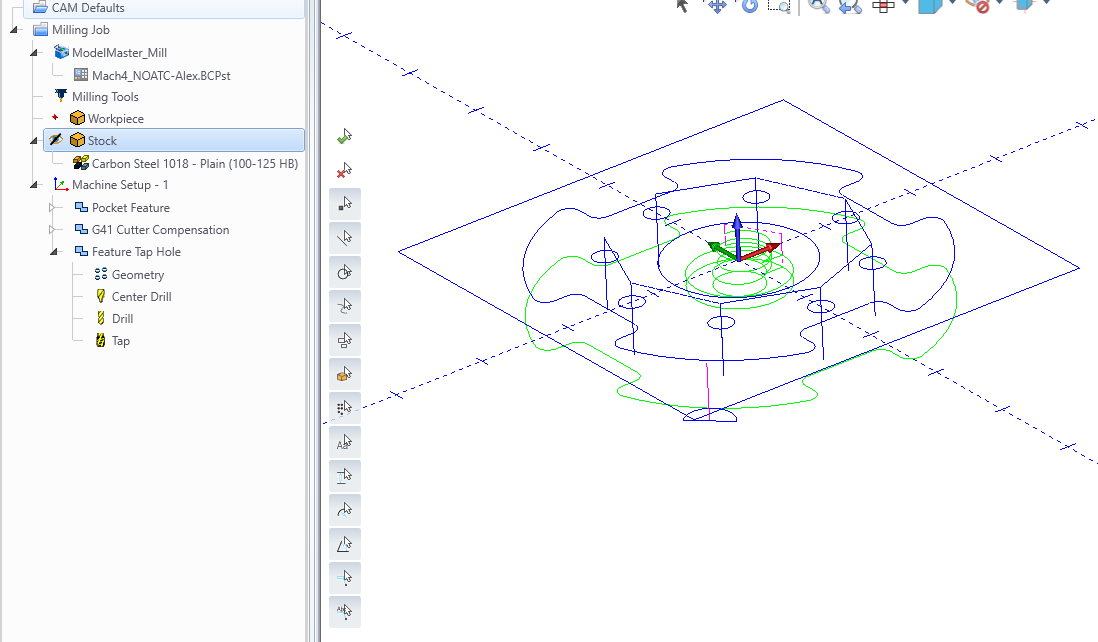
%
O0100
(PROGRAM NAME - MACH4_NOATC.NC)
(DATE - MON. 02/08/2021 ,TIME - 02:45PM)
(POST - Mach4 )
T2 (1/2 FLAT ROUGH ENDMILL - STANDARD)
G90 S595 M03
G00 G54 X0.2211 Y0.4983
Z1.
M08
Z0.1
G01 Z0. F3.3369
G17 G02 X0.25 Y0. Z-0.0427 I0.0289 J-0.2483
X0.25 Y0.5 Z-0.0838 I0. J0.25
X0.25 Y0. Z-0.125 I0. J-0.25
G03 X-0.25 Y0. I-0.25 J0. F6.6738
X0.25 Y0. I0.25 J0.
G01 X0.5
G03 X-0.5 Y0. I-0.5 J0.
X0.5 Y0. I0.5 J0.
G00 Z0.1
X0.2211 Y0.4983
Z-0.025
G01 Z-0.125 F3.3369
G02 X0.25 Y0. Z-0.1677 I0.0289 J-0.2483
X0.25 Y0.5 Z-0.2088 I0. J0.25
X0.25 Y0. Z-0.25 I0. J-0.25
G03 X-0.25 Y0. I-0.25 J0. F6.6738
X0.25 Y0. I0.25 J0.
G01 X0.5
G03 X-0.5 Y0. I-0.5 J0.
X0.5 Y0. I0.5 J0.
G00 Z0.1
Z1.
G90 S595
G00 G54 X-1.591 Y-1.591
Z0.1
G01 Z-0.5 F3.3369
G41 D2 X-1.4142 Y-1.7678 F6.6738
G03 X-1.4142 Y-1.4142 I-0.1768 J0.1768
G02 X-1.8856 Y-0.6667 I1.4142 J1.4142
X-1.7678 Y-0.5 I0.1179 J0.0417
G01 X-1.625
G03 X-1.5 Y-0.375 I0. J0.125
G01 Y0.375
G03 X-1.625 Y0.5 I-0.125 J0.
G01 X-1.7678
G02 X-1.8856 Y0.6667 I0. J0.125
X-0.6667 Y1.8856 I1.8856 J-0.6667
X-0.5 Y1.7678 I0.0417 J-0.1179
G01 Y1.625
G03 X-0.375 Y1.5 I0.125 J0.
G01 X0.375
G03 X0.5 Y1.625 I0. J0.125
G01 Y1.7678
G02 X0.6667 Y1.8856 I0.125 J0.
X1.8856 Y0.6667 I-0.6667 J-1.8856
X1.7678 Y0.5 I-0.1179 J-0.0417
G01 X1.625
G03 X1.5 Y0.375 I0. J-0.125
G01 Y-0.375
G03 X1.625 Y-0.5 I0.125 J0.
G01 X1.7678
G02 X1.8856 Y-0.6667 I0. J-0.125
X0.6667 Y-1.8856 I-1.8856 J0.6667
X0.5 Y-1.7678 I-0.0417 J0.1179
G01 Y-1.625
G03 X0.375 Y-1.5 I-0.125 J0.
G01 X-0.375
G03 X-0.5 Y-1.625 I0. J-0.125
G01 Y-1.7678
G02 X-0.6667 Y-1.8856 I-0.125 J0.
X-1.4142 Y-1.4142 I0.6667 J1.8856
G03 X-1.7678 Y-1.4142 I-0.1768 J-0.1768
G01 G40 X-1.591 Y-1.591
G00 Z0.1
Z1.
M05
M09
M01
T3 (5 CENTER DRILL)
G90 S681 M03
G00 G54 X-0.8839 Y0.8839
Z1.
M08
G00 Z0.2
G81 G98 X-0.8839 Y0.8839 Z-0.08 R0.2 F0.9534
X-1.25 Y0.
X-0.8839 Y-0.8839
X0. Y-1.25
X0.8839 Y-0.8839
X1.25 Y0.
X0.8839 Y0.8839
X0. Y1.25
G80
G00 Z1.
M05
M09
M01
T4 (0.2010 DIA.118.0000 DEG. 0.5751 CL)
G90 S1482 M03
G00 G54 X0. Y1.25
Z1.
M08
G00 Z0.2
G73 G98 X0. Y1.25 Z-0.5604 R0.2 Q0.25 F2.0752
X0.8839 Y0.8839
X1.25 Y0.
X0.8839 Y-0.8839
X0. Y-1.25
X-0.8839 Y-0.8839
X-1.25 Y0.
X-0.8839 Y0.8839
G80
G00 Z1.
M05
M09
M01
T6 (UNC 1/4-20 POINT TAP)
G90 S733 M03
G00 G54 X0. Y1.25
Z1.
M08
G00 Z0.2
G84 G98 X0. Y1.25 Z-0.5 R0.2 F36.65
X0.8839 Y0.8839
X1.25 Y0.
X0.8839 Y-0.8839
X0. Y-1.25
X-0.8839 Y-0.8839
X-1.25 Y0.
X-0.8839 Y0.8839
G80
G00 Z1.
M05
M09
G00 Z0.2
X0.0 Y0.0
M30
%
Mach 4 payed no attention to the tool changes but i found a script that does what i want . Thanks for your help and time !
Ed