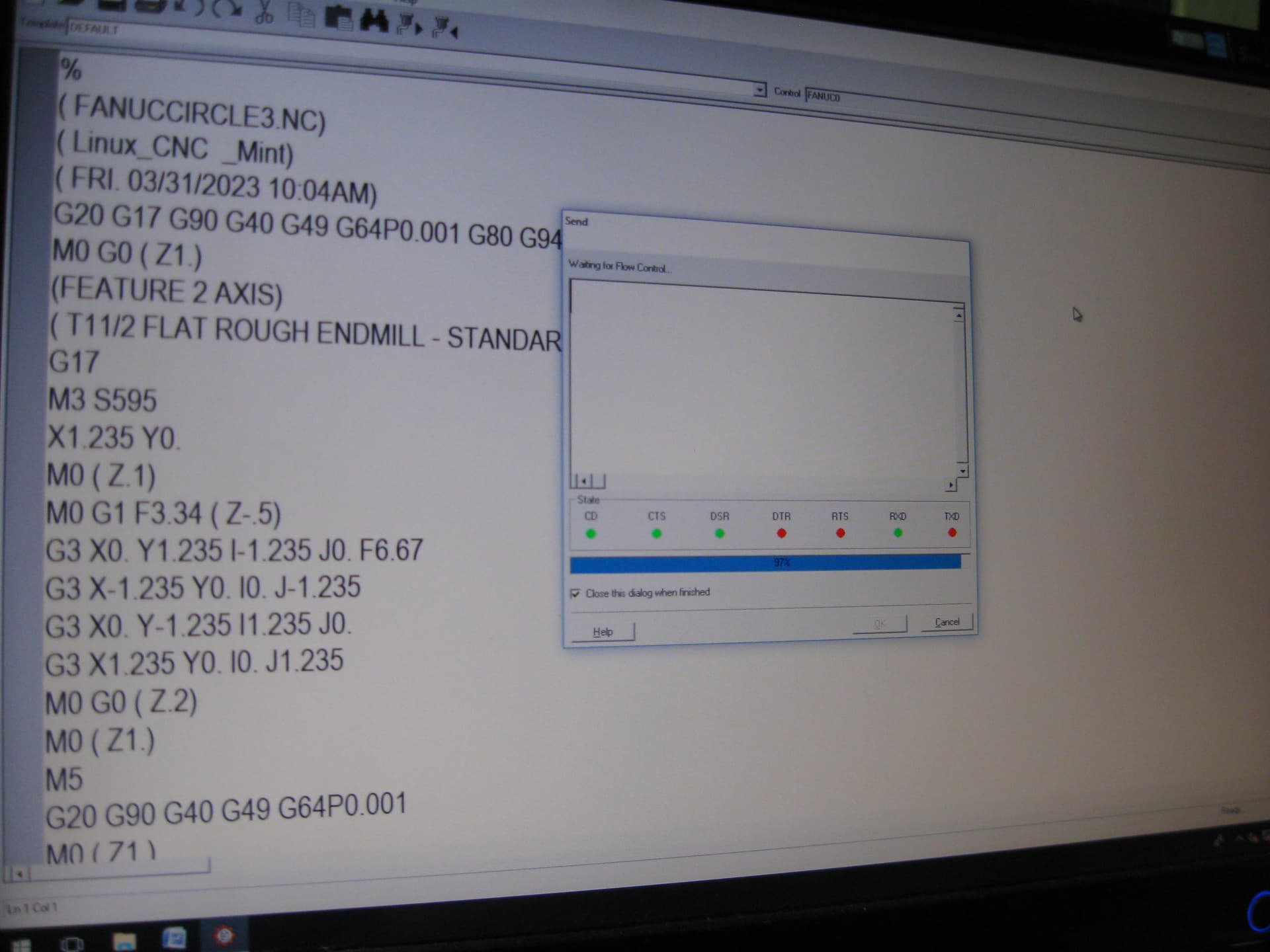
hello everyone, I have a new to me mill with Fanuc OM controller, 1995 Red AC servos; has RS232 port. Trying to send file using the DNC send command in Predator Editor that came with v29. The parameters in the Fanuc controller required to be reinstalled, now I am not 100% confident of the RS232 settings that allow data transfer.
Currently, parameters are set baud 4800 (slow, but matches the mill) with the others set proper to match each other, but still having file copy issue.
My hope is to go away from the PC to RS232 and use a DNC (recent purchase) that allows a USB stick to input the cutter path.
I can copy parameters from mill to PC using Predator Editor and the file looks proper when opened in Predator Editor. But same file using the DNC unit, the file copies but is garbled.
What should I be looking for? Or how to approach to find a solution? I am grateful or any thoughts. This mill & controller are new to me, I have picked the best “post processor” from the options provided in v29, I am not real confidant about if this is the best pick.
many thanks, in advance