I just wanted to make a quick post to cover how the X values are output for a Lathe program.
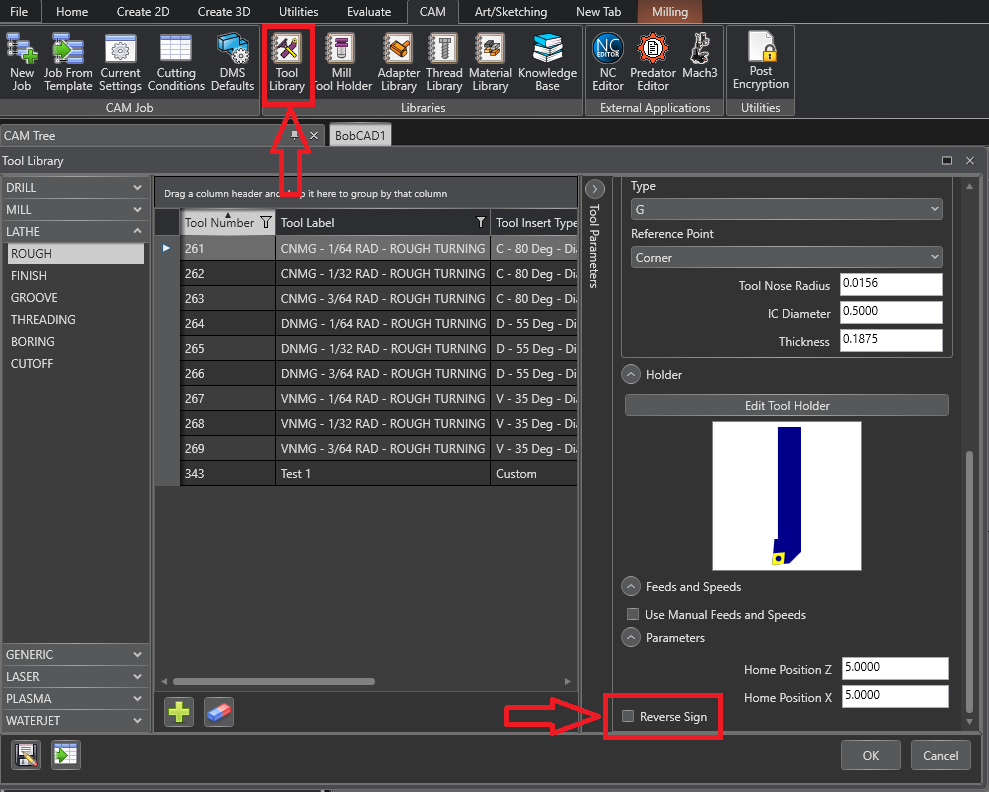
There is a check box called, “Reverse Sign” when modifying/creating a lathe tool in the tool library.
With this check box cleared, the output of the X value maintains its default behavior. A move toward the center of rotation will be output as a negative move and a move away from the center of rotation a positive move.
With this check box selected, the output of the X value reverses. A move toward the center of rotation will be output as a negative move and a move away from the center of rotation a positive move.
Essentially, leaving this box unchecked will output positive X values (When toolpath is in the upper quadrants of the coordinate system) in the g-code and checking off this box will reverse the sign for the X values making them negative (in upper quadrants).
If you run into issues where you don’t realize that this box was checked off and you see negative X values in your g-code. Go to the tool in the tool library. If this box is checked off, uncheck the box and click “OK” to close the tool library, delete the old tool from your tool crib for the job (you may have to reselect a different tool for the operation first before allowing you to delete the current tool being used) and reselect the modified tool in the library for the operation. This will fix the issue you are running into.
I hope this helps some people out!!!