Hello,
These are great requests. Thank you for the feedback.
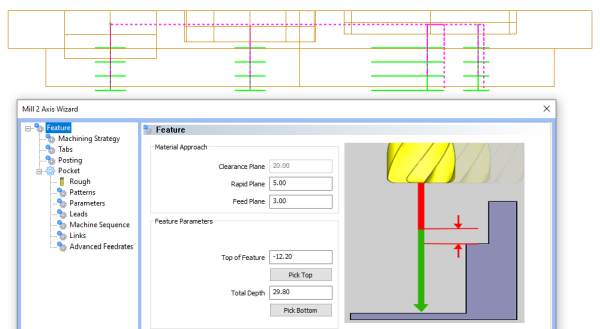
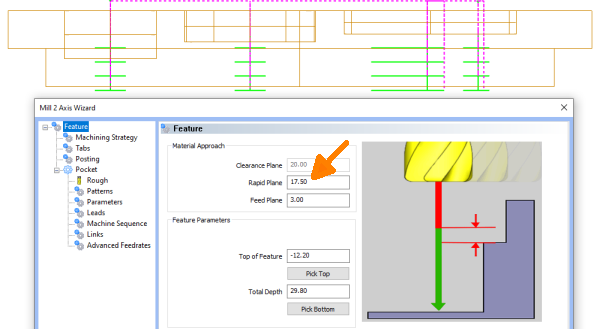
I can understand why you would want it to error out if the Clearance Plane is smaller than the Rapid Plane. I will check to see if these has already been submitted to the Dev team. If not, I will do so. (Note: I will also add in an error for Top of Part versus RP)
As for using Absolute values instead of incremental for the Rapid and Feed Planes, I can put in a request for this as well. However, the software has always worked in that the Rapid and Feed planes are the incremental distance from the “Top of Feature” for 2x operations. (Note: In 3x Finish operations, the FP and RP are incremental from the surfaces of the model at any given point). If we were to implement Absolute values, we would have to think about every other toolpath as well and how they would work and make sense in those scenarios.
A lot of times, something that may seem like the perfect feature request in one scenario does not end up working well for all scenarios. This is the battle that the Dev team faces. What works best in all scenarios and makes the most sense across the board. That is not to say that they can not figure it out, but rather it is just to understand the perspective that the dev team has to come from. Something that seems like a simple and obvious feature request, may not be so when you dig deeper into what that means for the entire software and every scenario.
Looking at the Feature Request in a more broad sense and digging deeper into each scenario, rather than just thinking about one specific scenario. I hope that makes sense.
Like Alex said, this one can be solved by an understanding of how the software works. However, feedback like this is always welcome so that we can understand what your pain points are.
With that being said, I will submit a request to development about the Absolute values as well so that the Dev team can review and think on that further as I do agree, especially if you are a new user, you may not understand what these values are referencing.
Thank you all for the feedback!