Hello All,
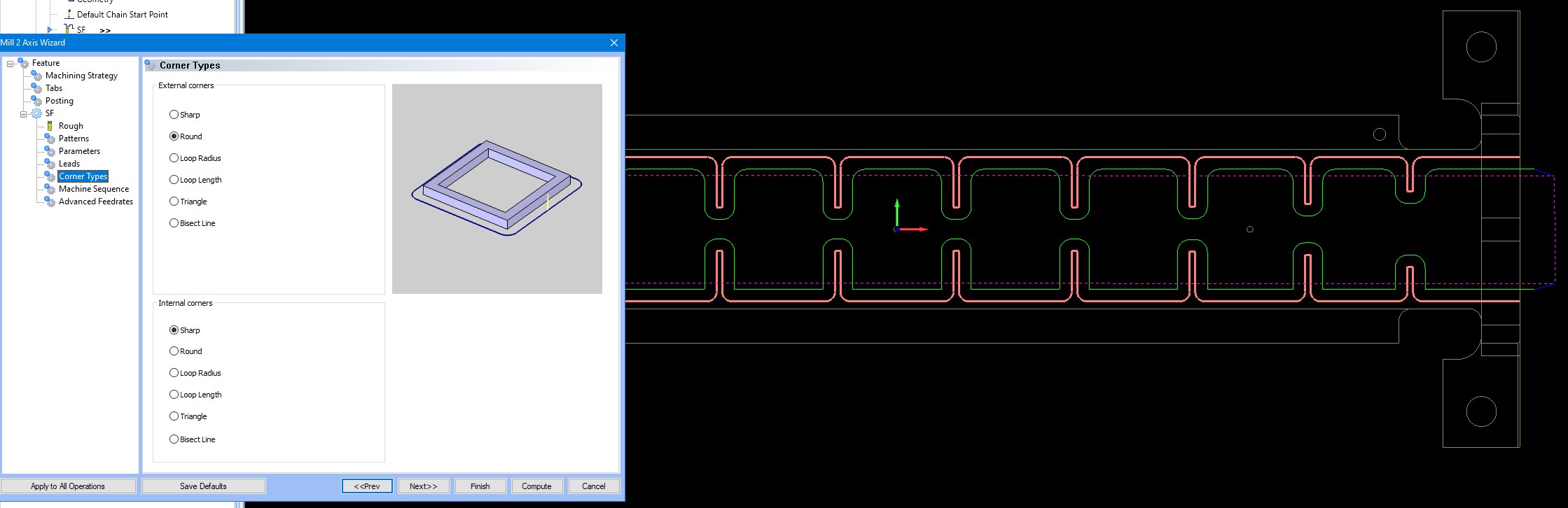
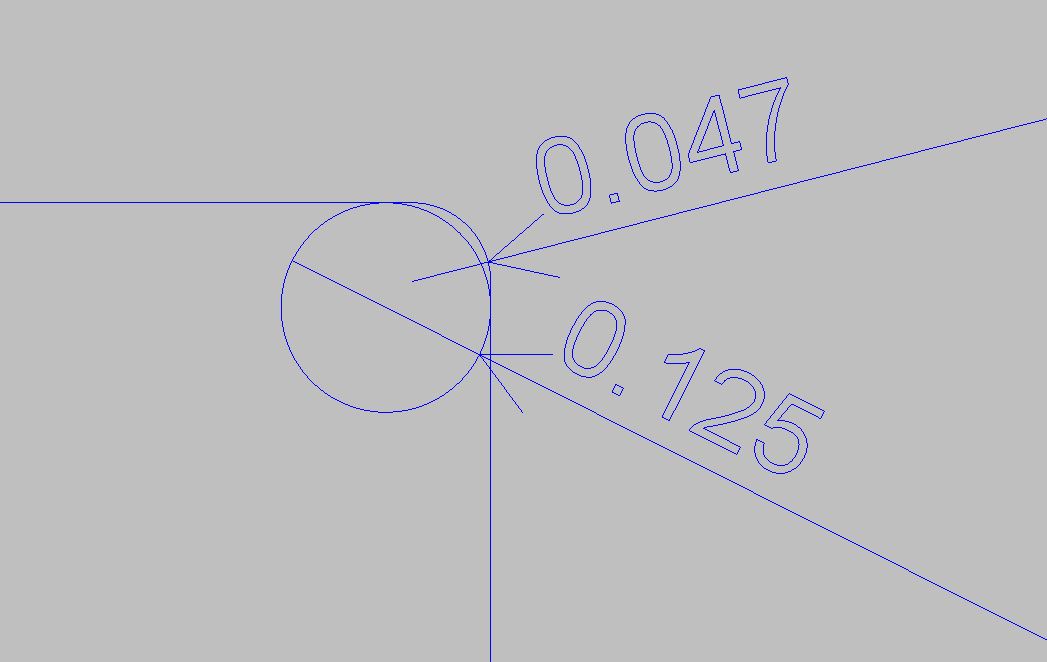
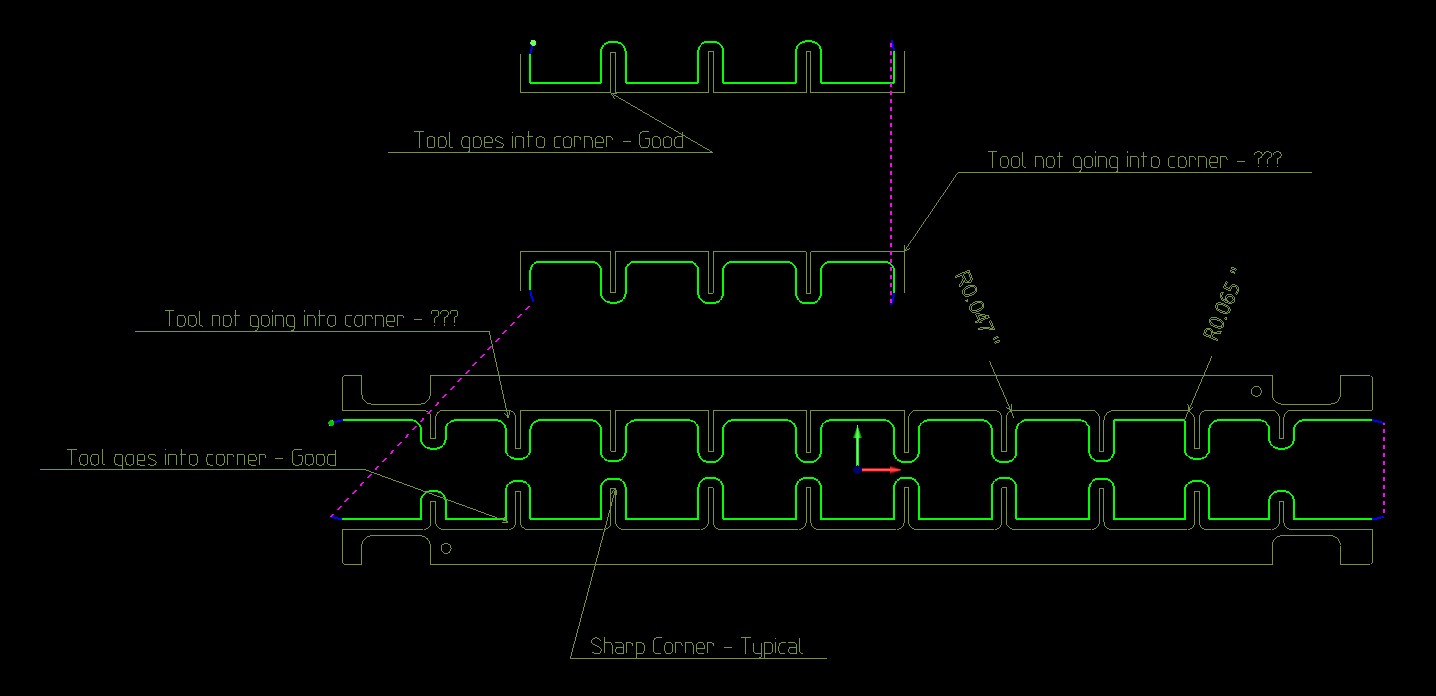
I often run into an issue with the “Corner Type” when using Mill 2 Axis Profile. Some internal corners will be rounded, leaving extra material. Per the screen shot below, the internal corners are sharp and external corners are round. The cutter is a 1/8" Endmill and the internal radii are .047". Stock on wall is 0. I tried using different geometry, solid edge and wireframe, the result is the same.
Does this happen with anybody else. What is causing this ? The only way around this is to create radii at .065" (or slightly larger then the tool radius) for those internal corners.